
As Greenweight, we produce these products with superior quality materials and an innovative approach.
Why Greenweight Elevator Filler Weights?
Elevator filling weight is a block made of platinum sheet, cast iron, lead, iron press weight materials or dense materials such as concrete, which are used to provide stability and safety in elevators, placed on top of each other in the carrier metal frame to form a counterweight or balancing weight. All of Greenweight's products are environment friendly. At the same time, the products offer maximum security at the point where a unique quality and environmentalism are combined.
Get a QuoteElevator Filler Weight Features
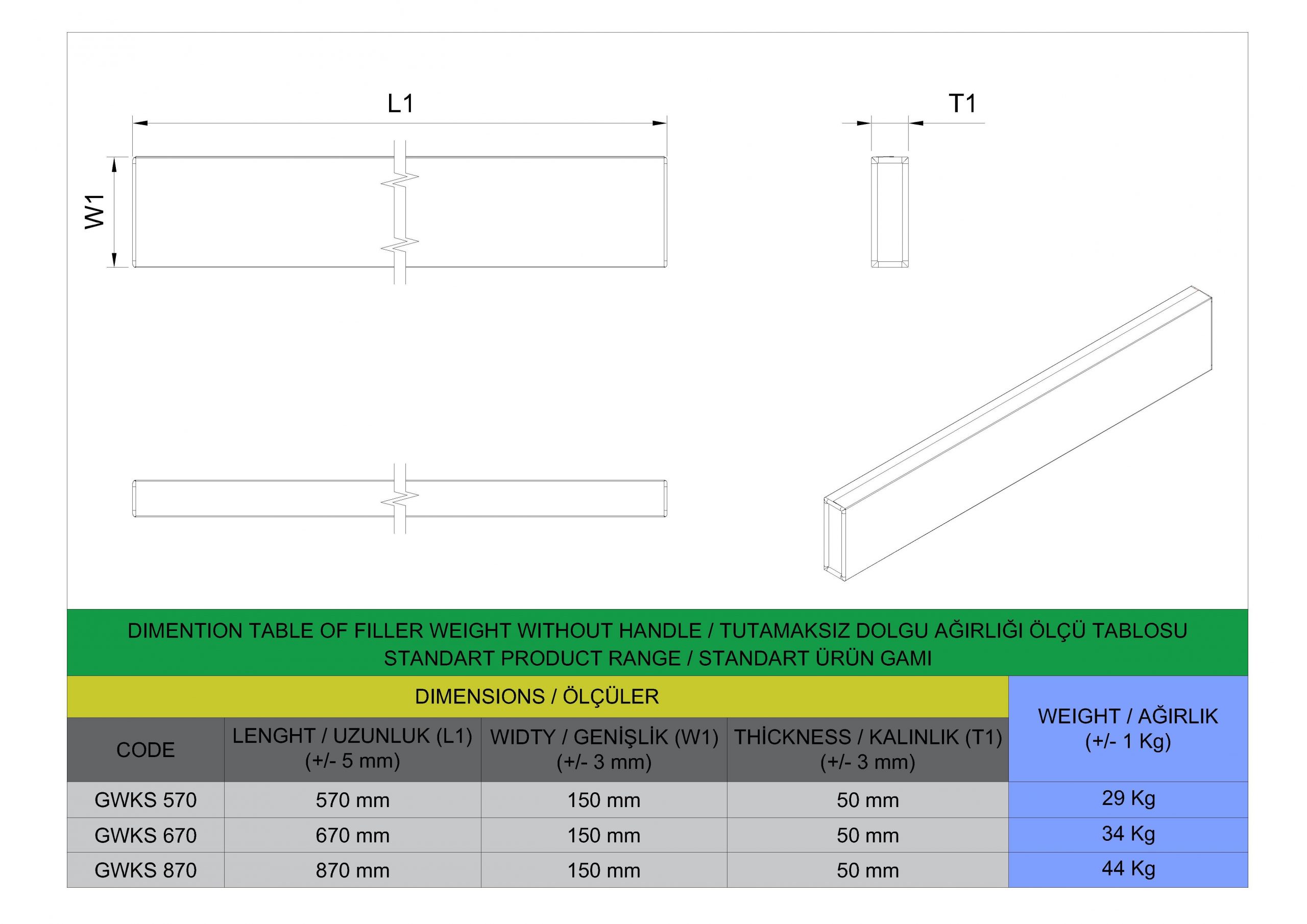
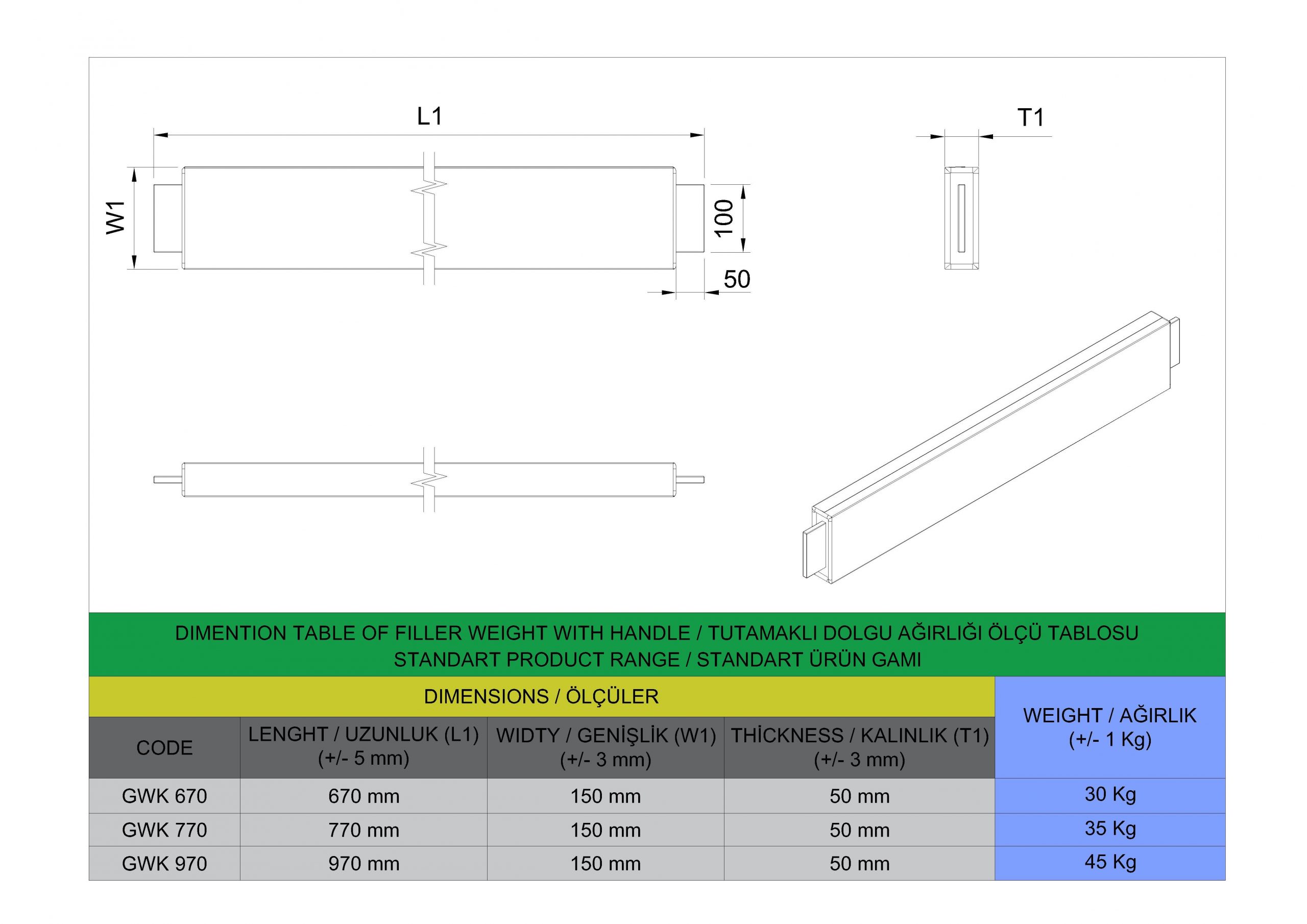
Elevator filler weights are produced in 2 types, with handles and without handles. The cross-sectional areas of the filler weights are 50 * 150 mm and production can be made starting from 250 mm to a length of 980 mm.
Get a QuoteFiller Weights Without Handles

Filler Weights With Handles

Fill Out the Form Now, We will Send an Offer
Frequently Asked Questions
What is the Elevator Filler Weight?
Elevator filler weight by its simplest definition, it is a block made of iron sheet plate, cast iron, lead, pressed iron weight materials or dense materials such as concrete, placed on top of each other in the carrier metal frame to form a counterweight or balancing weight used to provide stability and safety in elevators.
Elevator filler weight refers to the components that make up the counterweight in elevator systems. Elevator filler weights are usually located on a special carrier metal frame and are made of dense materials. The blocks are placed on top of each other to ensure weight balance, forming a counterweight system.
The main function of these blocks is to create a counterbalance by moving up and down together with the elevator cabin. When the elevator car moves upward, the counterweight blocks move downward, and vice versa. Thus, it increases energy efficiency by moving the cabin and provides a more balanced elevator movement.
The elevator filler weights are located in a frame located at the top of the elevator shaft or on the top floor. This frame ensures that the filler weights are arranged on top of each other in an orderly manner and move safely. The number and size of filler weights may vary depending on the design and carrying capacity of the elevator system.
What are Elevator Filler Weight Specifications?
Elevator filler weights are usually made of metal materials, especially dense materials such as steel or iron. These materials are preferred to ensure both sufficient weight and stability of the elevator. In some cases, concrete blocks may also be preferred due to the fact that they are a cheap material with sufficient density for the area of use and compared to alternative products.
Material
Filler weights can be made of both metal and non-metal materials. Filler weight blocks made of metal material are usually made of various materials with metal additives.
The filler weights should be solid and in one piece. It should not be in a loose or fluid structure. The materials used for the filler weight must be made of class A1 materials that do not contribute to a possible fire.
In this way, elevator filler weights, which are designed and produced in accordance with safety standards, become suitable for use in elevator systems.
Fabrication
Elevator filler weights made of metal material or non-metal material should be completely enclosed in a box in such a way that they do not show permanent shape change under the compressive force specified in the standards if they are not solid and in one piece.
Elevator filler weights must be resistant to the compressive force specified in the standards. The design and sizing of the filler weight blocks can be done freely, but the filler weight blocks must be designed in such a way as to ‘prevent displacement’, which is required to be met in the counterweight and balancing weight clause contained in the production standards.
The filling blocks must be protected in such a way that they have at least C2 class corrosion resistance according to ISO 12944-2 standard.
Filler weight blocks made of metal or non-metallic material should be subjected to a compressive strength test. After this experiment, the blocks should not break, disperse, crack, explode and permanently change shape.
The mass of the filler weight blocks should not exceed 25 kg, which is the maximum weight that one person can lift at one time. When the weight of the block exceeds 25 kg, which the World Health Organization defines as the weight that a person can carry continuously, it is recommended to place a warning on the block that “it must be lifted by a carrier mechanism for occupational health and safety”.
The sharp edges of the filler weight blocks due to manufacturing should be rounded or chamfered. In addition, burrs on holes and other cut edges should also be cleaned.
Stackability
Stackability refers to the ability of one material to be placed on top of others in an orderly and balanced manner. Stackability is an important factor, especially in areas with storage, transportation or height restrictions.
Stackability is an important factor in storage and transportation processes. Materials with good stackability provide advantages in terms of storage efficiency, security, easy access and ease of transportation, and optimize the use of space.
The stacking of the filler weight blocks on top of each other should not exceed the declared stacking height.
Reaction to Fire
The measured fire response class of the filler weight blocks should be “Class A1” as a result of being subjected to the TS EN ISO 1182 flammability test. However, this experiment does not need to be performed if the filler weights are made of class A1 materials that do not contribute to fire.
Dimensions and Tolerances
The weight of the elevator filler is subject to certain tolerances during its production. Generally, it must be within ±1% tolerance according to the dimensions declared by the manufacturer. This ensures that the filler weight blocks are as close as possible to the dimensions specified by the manufacturer.
The mass of the filler weight blocks is also subject to certain tolerances. It should be within ±2% tolerance according to the mass declared by the manufacturer. This ensures that the filler weight blocks are as close as possible to the mass specified by the manufacturer.
How Does the Packaging Process Happen?
For the elevator filler weight shipment, it should be packed in packages of no more than 1500 kg according to the needs and protected from corrosion by wrapping with appropriate materials. During packaging, a label indicating the type, amount of content and mass of a block should be affixed to the packaging, or this information should be written on the packaging.
For ease of transportation and safety of materials, filler weight packages should be carried on a pallet. In this way, it is possible to move regularly and safely during the transportation and storage of materials.
On the packages of elevator filler weight blocks with a mass exceeding 25 kg, the “Block weight (…) since it is kg, there should be a warning that the blocks should be removed by a carrier mechanism in terms of worker health and safety”. This warning should be placed on the packaging with labels, inscriptions, or other appropriate methods. Such markings are important in order to ensure the safe and correct use of filler weight blocks, to protect worker health and to encourage the application of appropriate transport methods.
How is Visual Inspection Performed?
All counterweight blocks presented for the inspection process are subjected to visual inspection. The weight of the elevator filler is checked by eye whether the materials have the properties specified in the properties section. During this check, the presence of defects such as cracks, burrs, cast or mold residue is examined. At the same time, the presence of protective paint or galvanized coating and the smoothness of the surfaces are also checked by eye and hand inspection. The purpose of this inspection process is to verify that the blocks comply with the desired quality standards and to ensure that any defects are detected and eliminated.
How is Size and Weight Inspection Performed?
The dimensions of the sampled filler weight blocks are measured and weighed. These measurements are compared with the values specified in the technical drawings and documents. In addition, a Compressive Strength experiment is performed on a block selected as a sample, together with its box, if any. After the experiment, the dimensions of the block are measured again and compared with the dimensions before the experiment, and it is examined whether there is any permanent shape change in the block. This process is carried out to verify that the sample blocks comply with the specified properties and to detect the presence of any permanent deformation. The blocks produced in accordance with the TSE K 171 :2022 standard offer maximum performance.
